Line Break gone bad? (High pH solution and Verifying ZES w/o guage)
We routinely discuss the challenges and risks of performing Line/Equipment Opening (LEO) tasks, with one of the top 5 challenges being the "means used to verify" the pipe/equipment is at a Zero-Energy-State (ZES). The factors that occurred in this incident probably happens by the hour in the process industry; it is why we ALWAYS have on a layer of PPE that will protect us when this type of failure occurs. On June 8, 2020, at 10:00 a.m., Employee #1, 29, was working for a pipe fitting contractor. Employee #1 removed steel bolts from a flange fitting to open the process piping. The job site was a roofing materials production facility, and the work was adding process piping and equipment to enlarge an existing chemical process. The scope of this work included tying in new relief valve piping to the existing line process piping. This line piping is NORMALLY empty. The additive is a corrosive chemical with a pH of 10.8. When deliveries are made, the piping conveys the additive from the delivery truck to a fixed storage tank located outdoors. Only during deliveries does the line contain the flowing additive. However, approximately 8 gallons of residual liquid remains trapped in a 2-inch vertical pipe riser. This liquid is trapped by a one-way check valve downstream of the riser. Employee #1 was opening the pipe flange to drain this residual liquid before adding the relief valve. Employee #1 began to open the four-bolt pipe flange between the pipe riser and check valve. Membership Content
Is Caustic (NAOH) in your Line/Equipment Opening SWP? ($121K in OSHA citations)
During my time in the process industry, we usually had a "caustic scrubber" attached to our PSM/RMP covered process(s). This meant this scrubber was "part of" the covered process. I get a lot of pushback regarding covering "safety critical utilities" that are in place to either PREVENT, PROTECT, or MITIGATE an event from the covered process, but for me, these caustic systems are clearly part of the covered process. In recent years, as a consultant, I have pushed to apply the PSM/RMP Line/Equipment Opening (LEO) Safe Work Practice(s) to other hazardous processes that are NOT officially a PSM/RMP-covered process. Systems such as steam, heat transfer fluids, acids, and bases (such as NAOH) should be included in this SWP. Case in point: LEARN from others' mistakes. Employees were removing a flange blank on a caustic liquid pipe that was supposed to be evacuated. The employees were sprayed with caustic liquid and suffered chemical burns to their faces and eyes. Two (2) employees, both 50, required hospitalization for treatment, and three (3) others were injured but did not require hospitalization. Hazards of filling PIT LPG cylinders (Hydrostatic RV w/ INCORRECT Set Point)
In recent years, we have seen many facilities begin to fill their own PIT LPG cylinders on-site rather than contract this service out. Typically, we find this "change" was poorly managed: no PPE Hazard Assessment, no (or very poor) training on the task, LPG improperly located, improper electrical classification around the LPG tank and the filling station, etc. This comes down to management not recognizing the risk associated with what is viewed as a very simple task, which they equate to a low-hazard/risk task. Here is an incident that is not all that rare when a facility fills its own LPG cylinders associated with PIT operations... A forklift operator at an industrial site was filling a liquid propane cylinder on the forklift and also heard a hissing sound. The operator then started the forklift, and a flash fire explosion occurred at the forklift and propane dispensing system. Failure scenario(s) Failure to PROPERLY pressure test, leak test, and purge gas lines after testing leads to NG explosion @ fruit orchard
An explosion occurred inside a mobile trailer containing five (5) gas-fueled clothing dryers at a fruit orchard and processing facility. The blast caused damage to the building, and the facilities manager, who was inside when it took place, received burns and contusions. In 2019, the gas-fueled clothing dryers were installed and converted from natural gas to propane by unqualified individuals who left appliance gas valves connections loose. At that time, the appliances were not connected to a fuel source, and the trailer was stored for future use. In 2024, a licensed contractor sent an uncertified plumber who finished connecting the appliances but did NOT check for leaks downstream of the shut-off valves, nor did they purge the gas piping of air. When the facilities manager started the appliances, he did not immediately smell the odor of gas since the pipes had not been purged of air. The activation of the dryers created a source of ignition that likely ignited the air and fuel mixture to create the explosion. Lack of Training and Poor labeling of Emergency Shutdown Button, and an altered excess flow valve leads to serious event
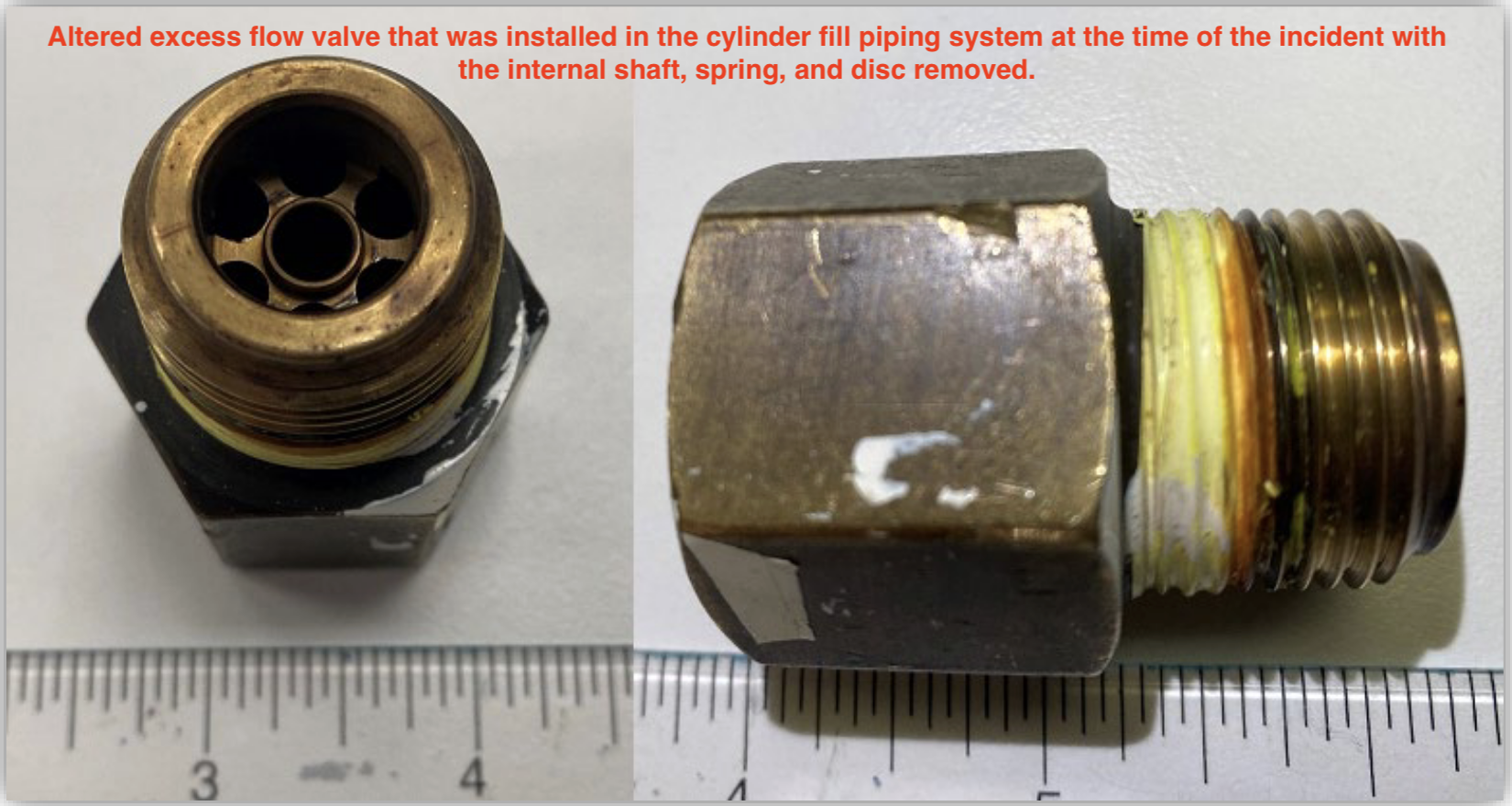
1) A gas station employee attempted to fill a propane tank without the required training. This led to the uncontrolled release of approximately 1500 liters (396 gallons or 1,600 pounds) of liquid propane and evacuated nearby homes. 2) When the staff went to use the emergency shut-off, poor labeling resulted in the wrong switch being used. 3) In addition, the excess flow valve, a safety mechanism meant to limit the flow automatically, had previously been altered and made ineffective. Improper "cleaning" of process leads to 16 workers treated and released (bromo acetone and hydrogen bromide)
The process in progress at the time of the event was the manufacture of methatrexate, an anti-cancer drug. Shortly after employee #1 began to draw bromine liquid into the supposedly clean and empty charging pot, he heard a hissing sound. He then saw a purple haze spewing out from under the lid of the pot. Analysis of the residue left behind inside the charging pot showed that bromine had reacted vigorously and exothermically with acetone to form bromo acetone and hydrogen bromide. Bromo acetone is a purple substance which is extremely irritating to the eyes and highly irritating to all mucous membranes and the skin. Sixteen employees were taken to the hospital, treated for eye irritation and released. The cause of the event was the failure to remove acetone, which had been used for cleaning, from the charging pot.
Scrubber under N2 blanket kills entrant
On February 19, 2015, employees were to perform a preventive maintenance inspection inside of a scrubber, which is maintained free of oxygen using a nitrogen blanket. When the designated attendant could not find the entrant employee, other employees searched for him. The entrant employee was found inside the scrubber (a metal tube) where he had been preparing to clean it out. He was found to be unresponsive. The employee was pronounced deceased at the scene by the Lake County coroner. Russian BLEVE @ Gas Station (10/2024 Videos)
A BLEVE at a gas station in Russia killed at least four (4) people. Several excellent videos have been shared with our membership and me. Quality Assurance Risk-based approach in a Safety Process/SMS
A risk-based approach means focusing assurance efforts on the activities and controls that give rise to the most significant safety risks that may impact the successful delivery of the Organization’s objectives. It can also include focusing assurance in areas where the most benefit will be derived from the effort. This means a high-level prioritization approach to identifying, assessing, reporting, and assuring the effectiveness of an organization’s safety management. Assurance methods Organizations must demonstrate and ensure that their Safety Process/SMS aligns with risk tolerance. An organization’s assurance process should provide an objective examination of evidence that demonstrates an independent, objective assessment of risk management and control or governance processes. A range of assurance methods can be used to provide confidence in the Safety Process/SMS. Below are some examples of different assurance methods. Culture of reporting and LEARNING from our mistakes
An organization that listens to and learns from its people is constantly improving and understands that mistakes, errors in judgment, and the need to adapt are normal. Organizations should listen to and support their personnel by promoting a culture that:
When an organization is listening and learning in relation to safety, the following are true: Safety Management 101 - Tips for Sr Management
Here are some FREE and straightforward Safety Management 101 items for your organization's senior management. These could be applied to a facility's senior management or at a corporate level.
1) Organizations MUST commit sufficient resources to identify and provide the minimum personnel levels (NOT just safety teams) to manage and address the risks they face. These resources include personnel, infrastructure, equipment, technology, and finances. 2) Consideration of resources should consist of the identification of the short-, medium-, and longer-term requirements, such as those required for the operation and maintenance of new infrastructure, equipment, and processes to drive continual improvement. |
Partner Organizations I am proud to announce that The Chlorine Institute and SAFTENG have extended our"Partners in Safety" agreement for another year (2025) CI Members, send me an e-mail to request your FREE SAFTENG membership
Member Associations
|
 When we use the phrase "cascading failures," this event is nearly a perfect example.
When we use the phrase "cascading failures," this event is nearly a perfect example.